Il est bon de préciser qu'il n'y a, en réalité aucune
aspiration des poussières. Le moteur de la défonceuse est refroidi par une
hélice sur son arbre. L'air est aspiré en haut et soufflé en bas sur l'outil de
coupe. C'est très bien pour le moteur mais pas pour la CNC qui reçoit la
poussière soufflée dans toutes les directions, notamment sur les profilés de
guidage des chariots de l'axe Y. Les roulements à billes des chariots écrasent
ensuite la poussière qui finit par freiner les mouvements.
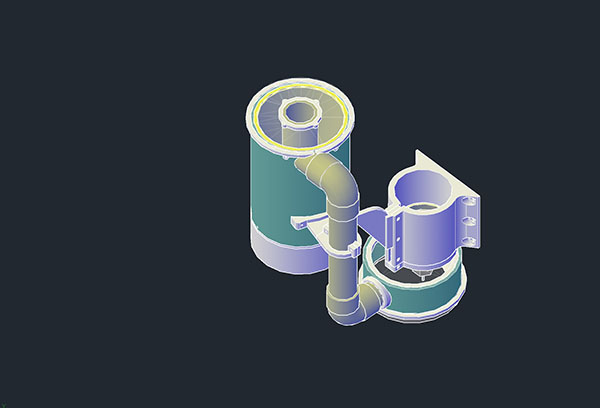
L'essentiel pour capter la poussière est de la
transporter par déplacement de l'air qui la contient. Le déplacement de l'air
implique une différence de pression, ce qui s'obtient aussi bien par
surpression en amont que par dépression en aval. Ici, c'est donc la surpression
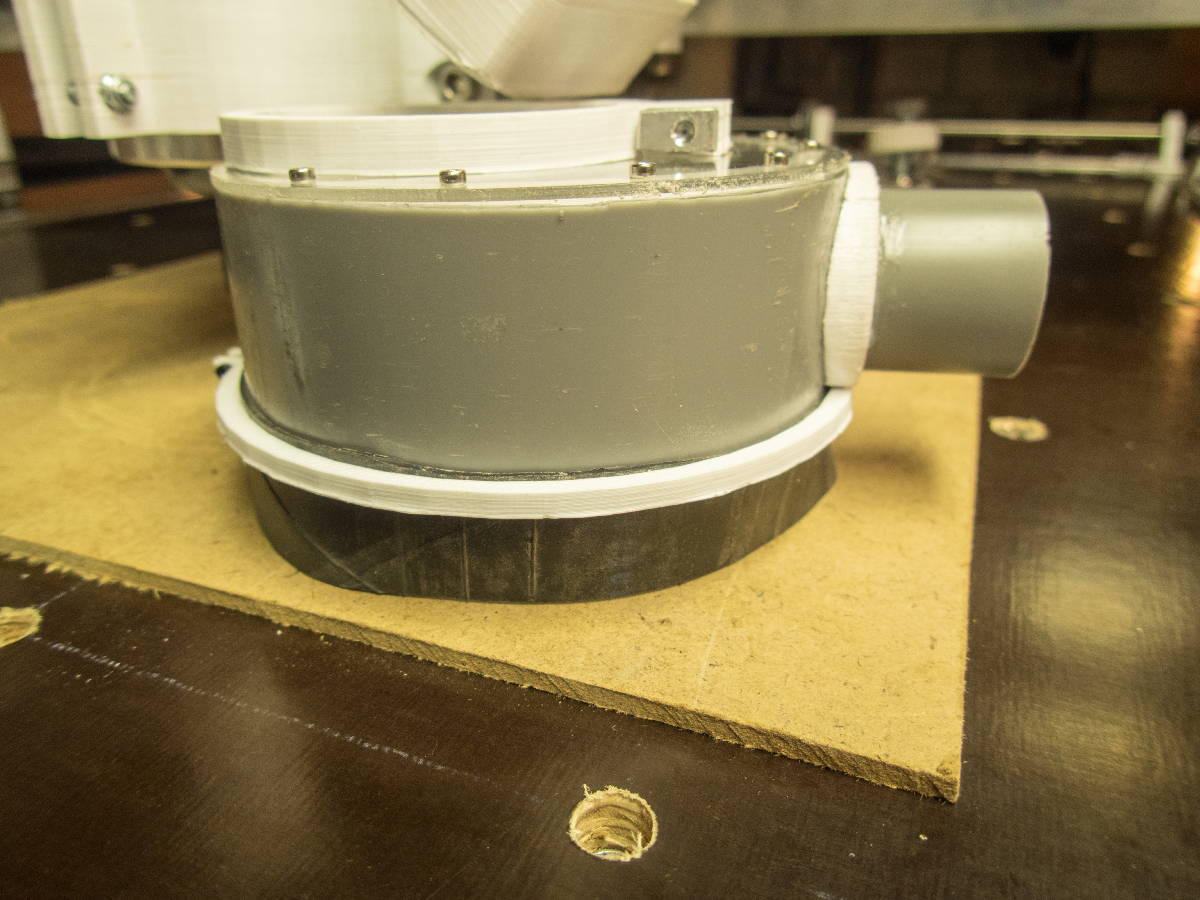
causée par la défonceuse qui est utilisée. L'inconvénient de cette méthode est
qu'il faut empêcher l'air de s'évader au ras de la table de coupe et l'obliger à
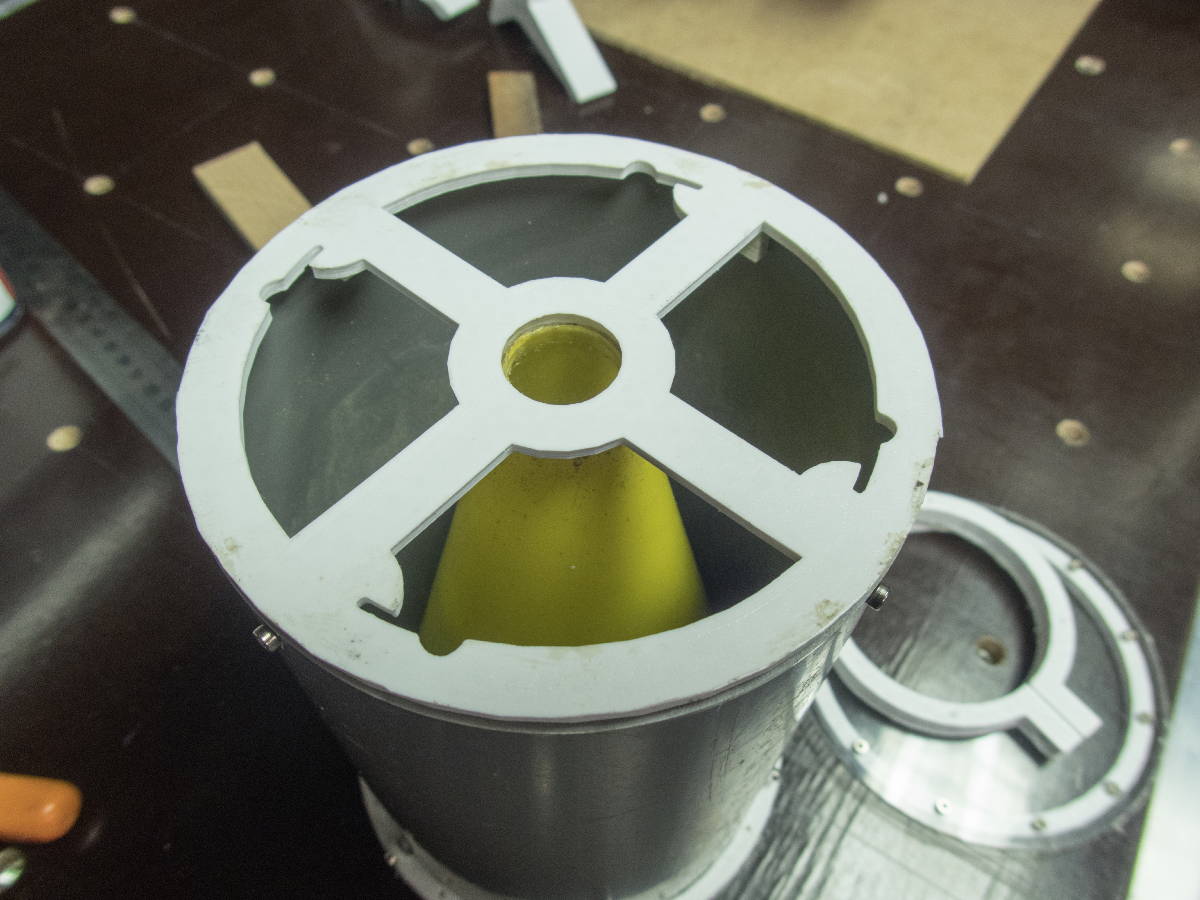
parcourir le chemin vers le cône cyclonique. La pression de l'air est évidement
plus forte en sortie de la défonceuse que dans l'atelier. Il faut donc munir la
défonceuse d'une jupe sous laquelle il est bon d'installer également un
déflecteur visant à diriger l'air vers le tuyau de sortie.
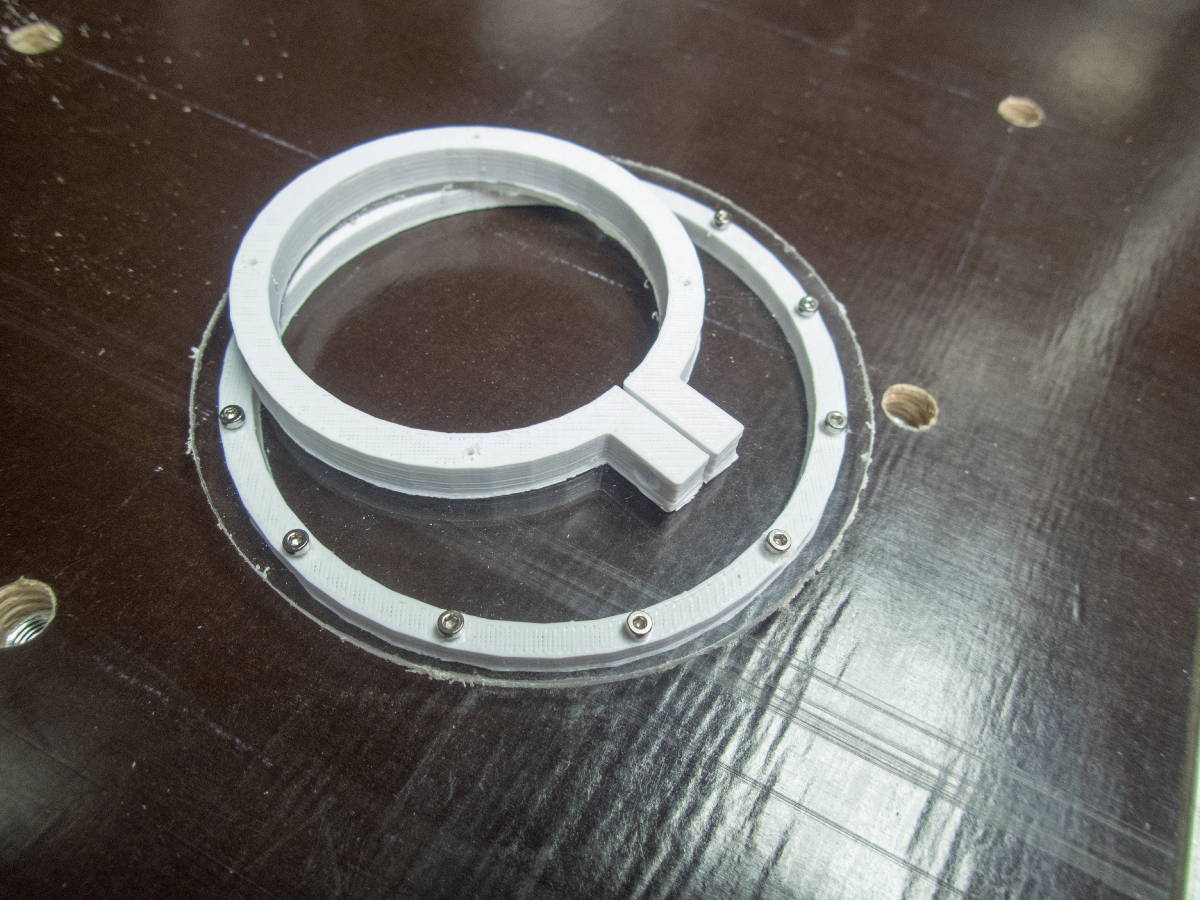
La fabrication de cet aspirateur cyclonique
nécessite quelques astuces.
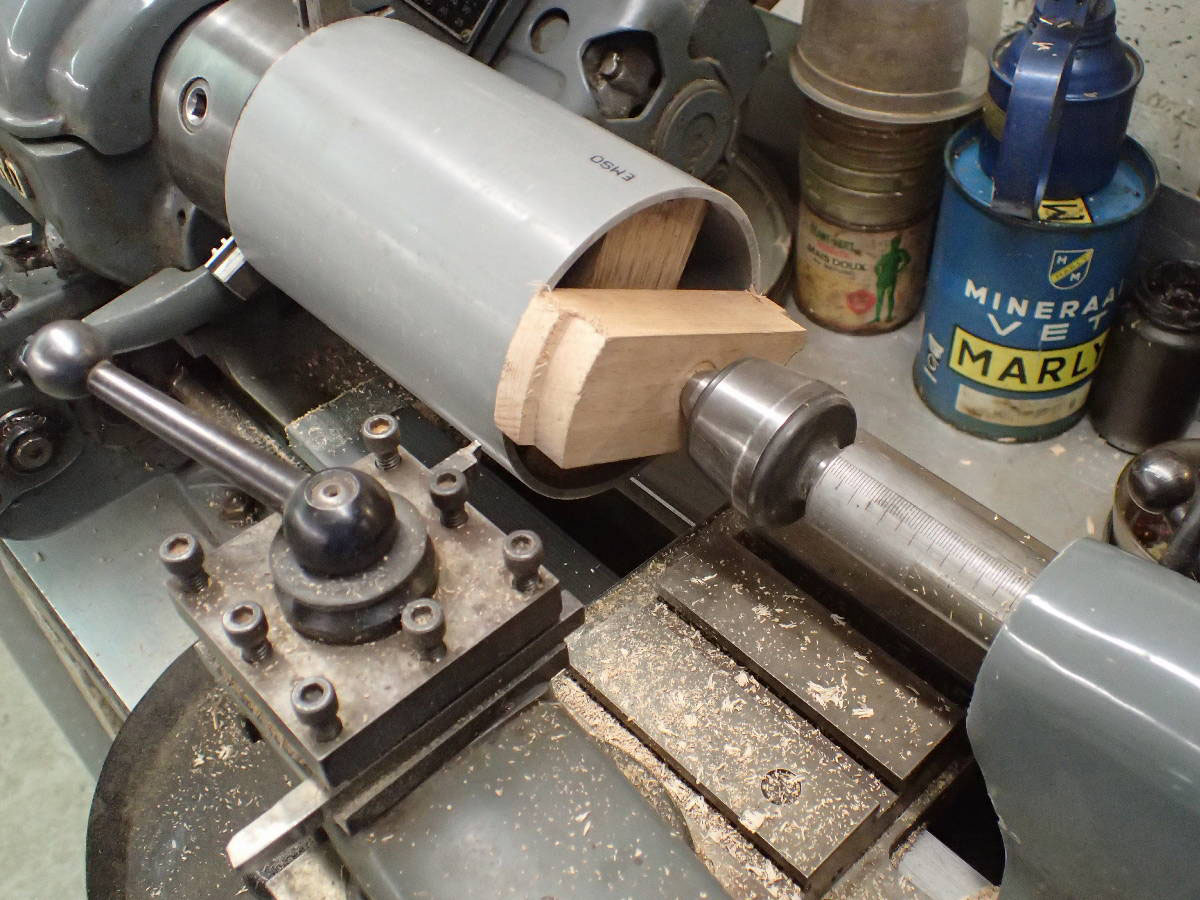
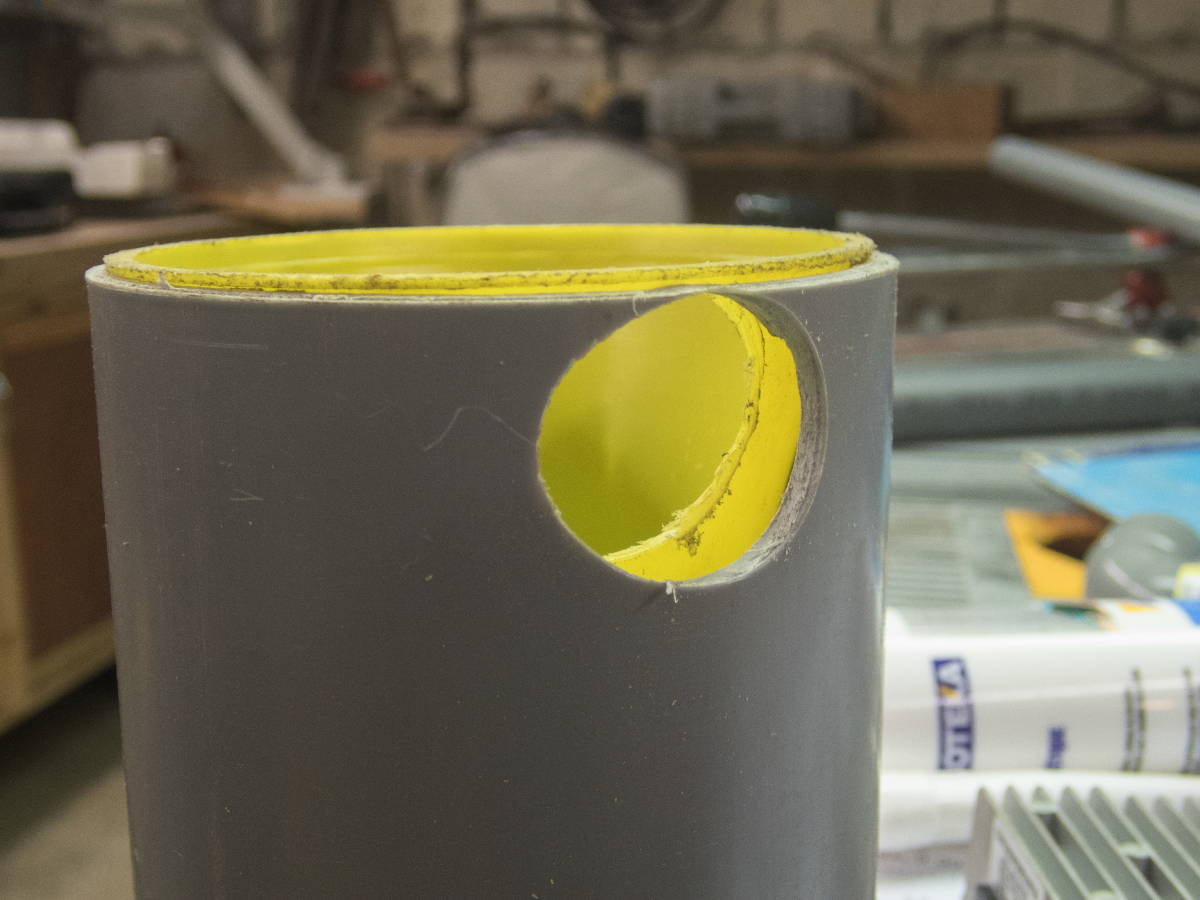
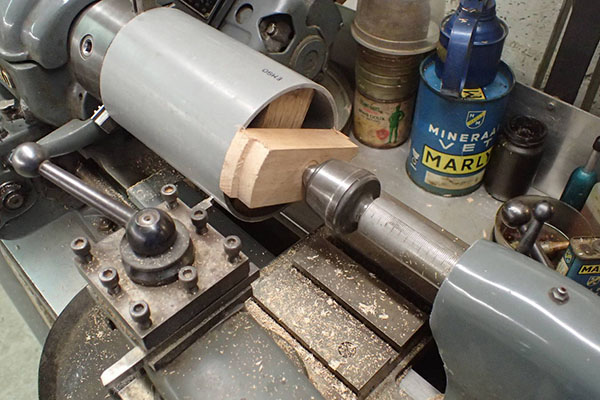
Il n'est pas facile de couper
perpendiculairement un tuyau de 110 mm. Les lames des scies circulaires et les
guides de coupe sont généralement trop petits pour effectuer la coupe en une
seule passe, les décalages sont inévitables. Si le bout de tuyau est récupéré
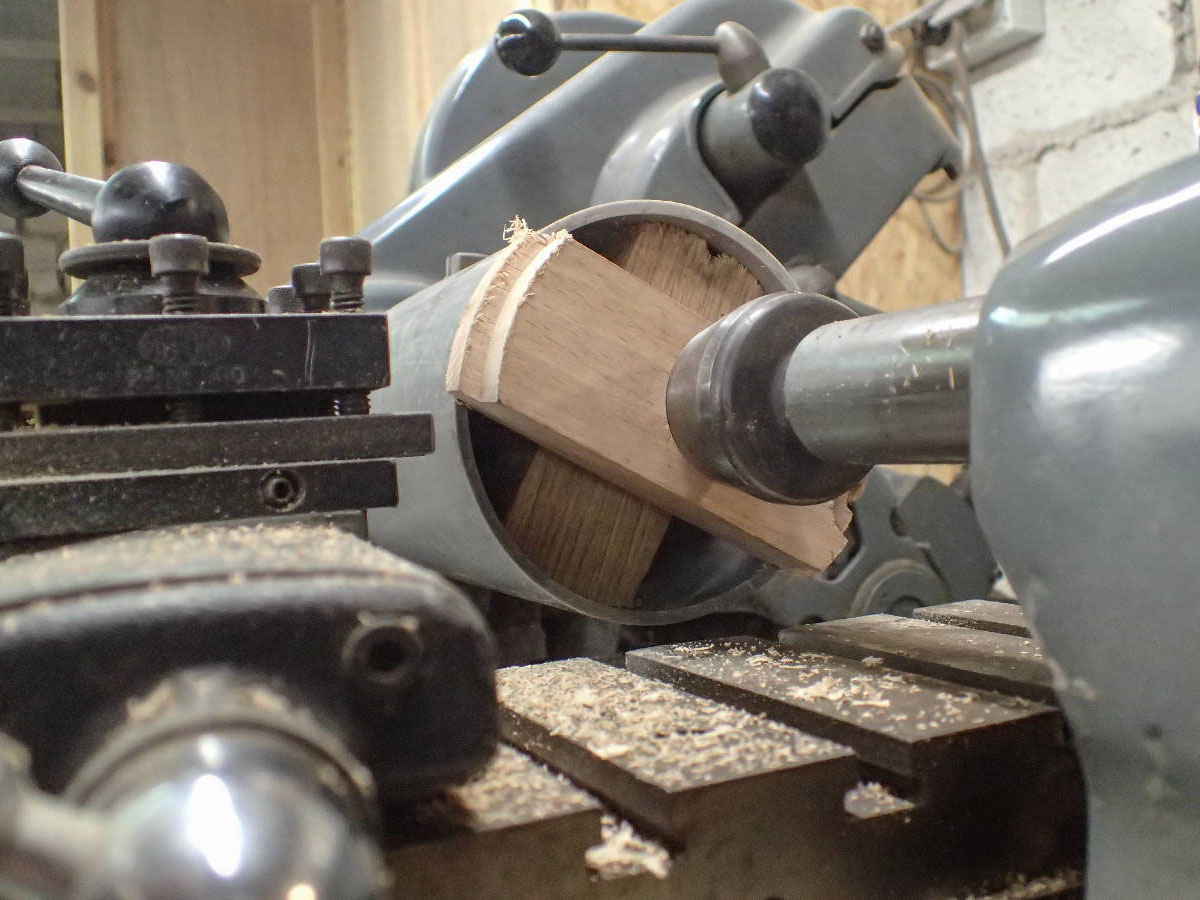
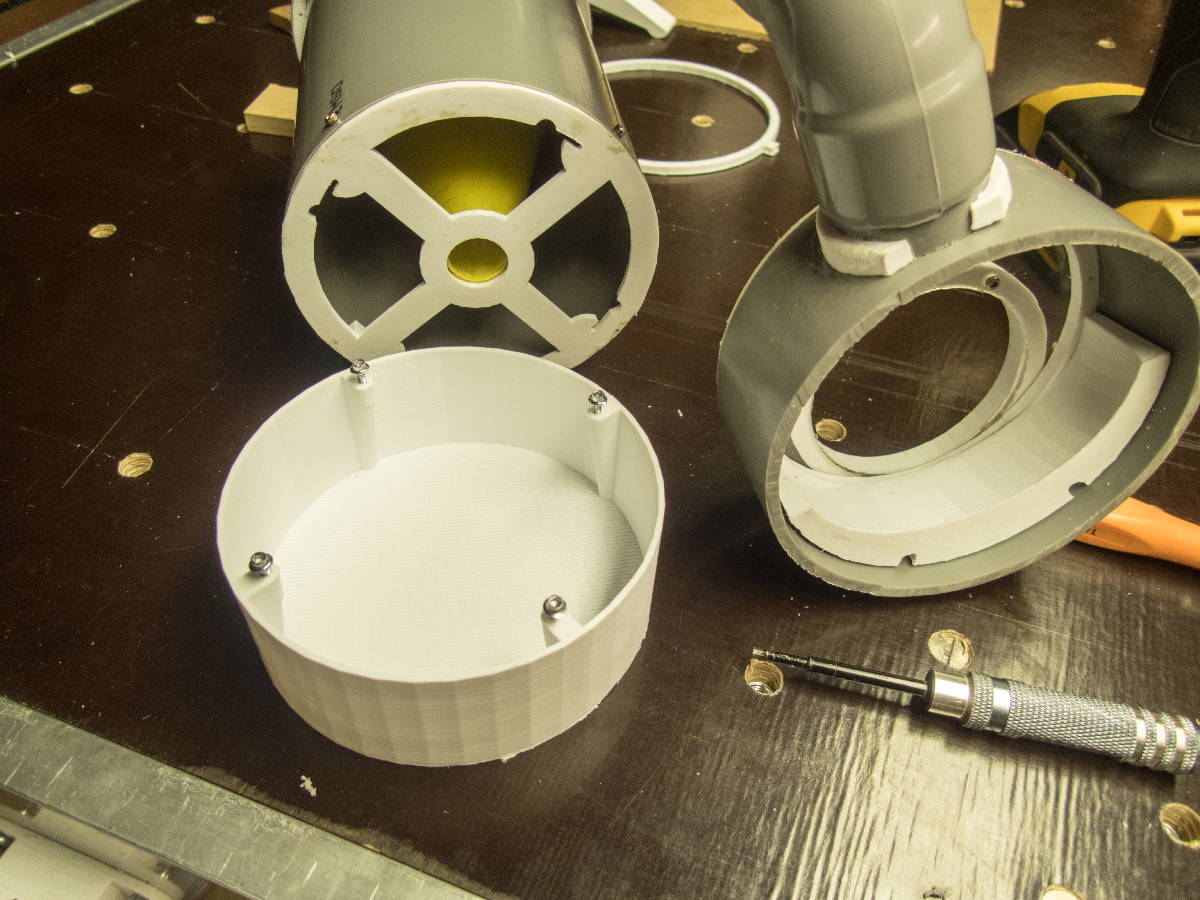
après avoir été scié à la scie à main, c'est encore pire. Le tour à métaux
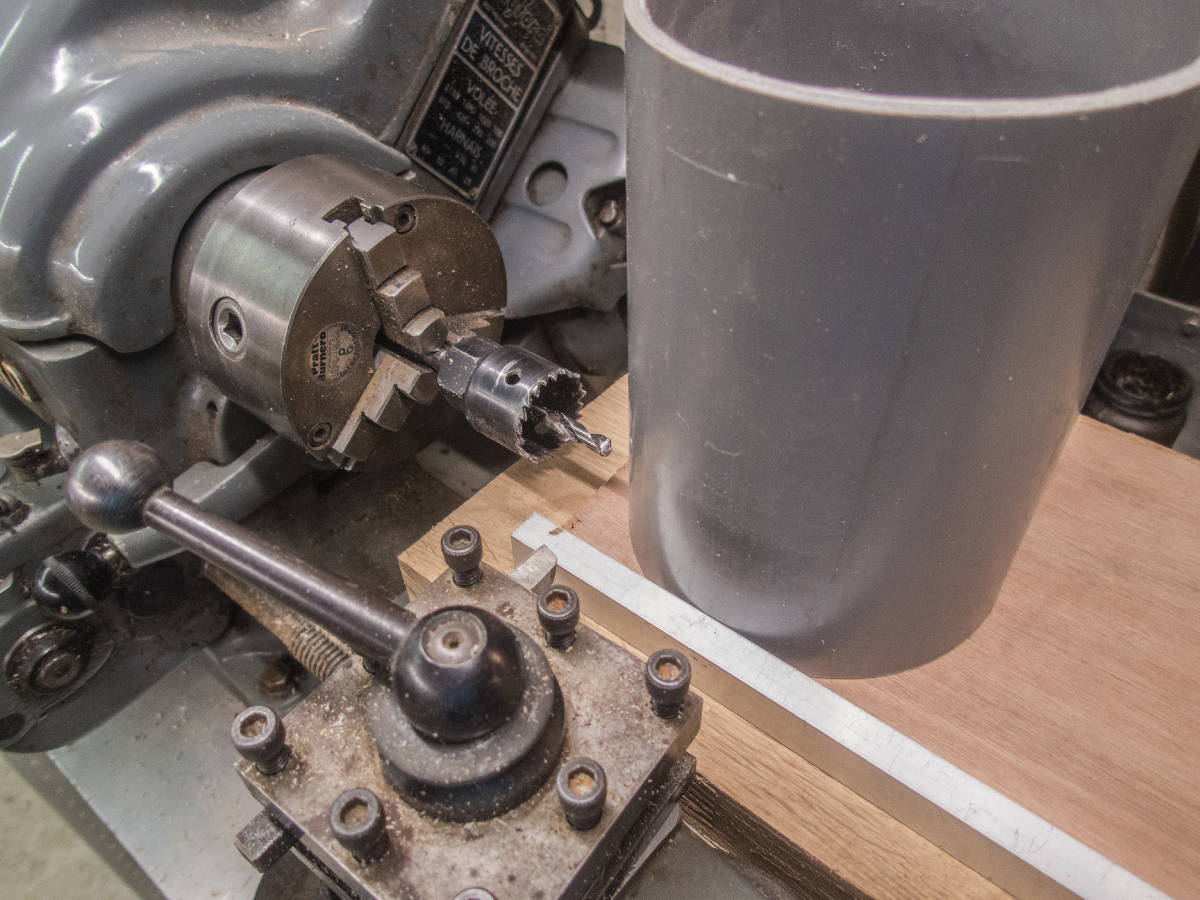
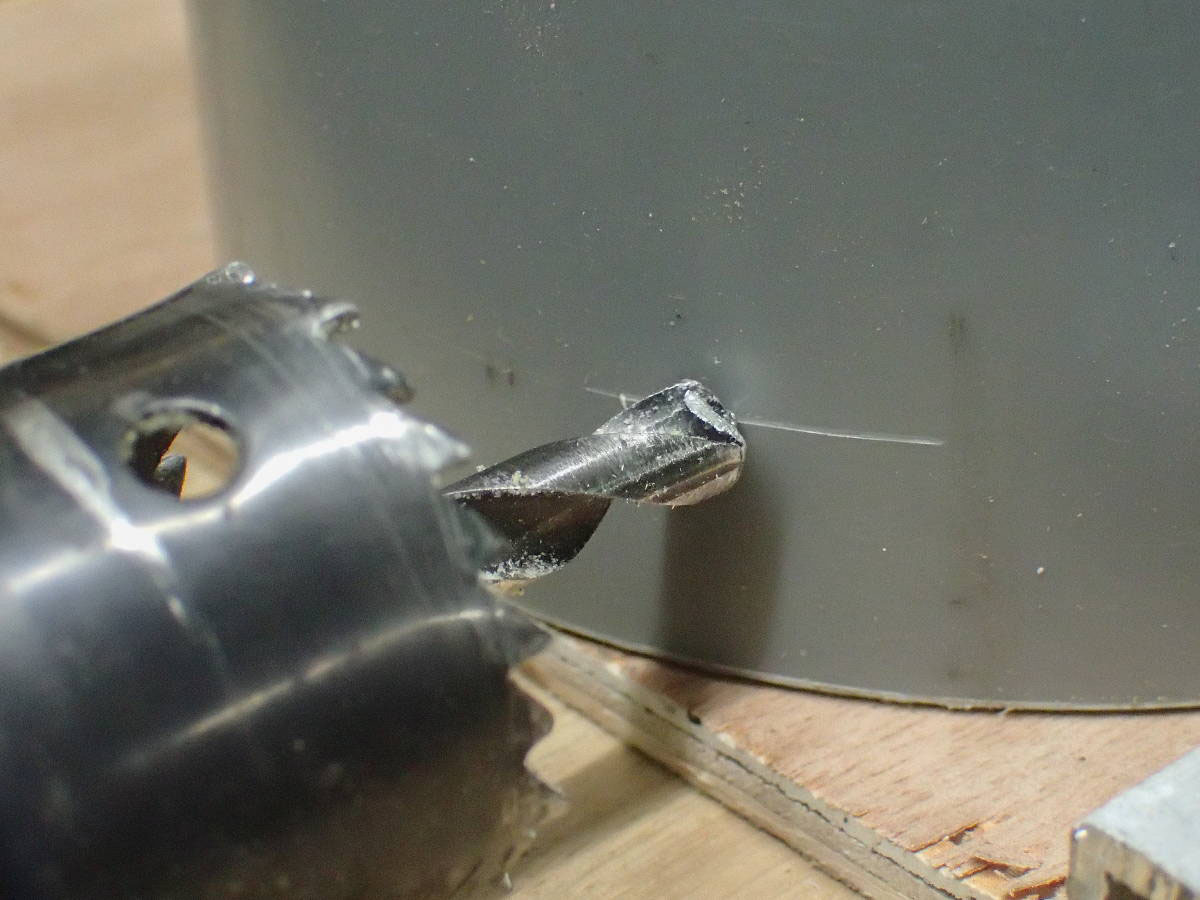
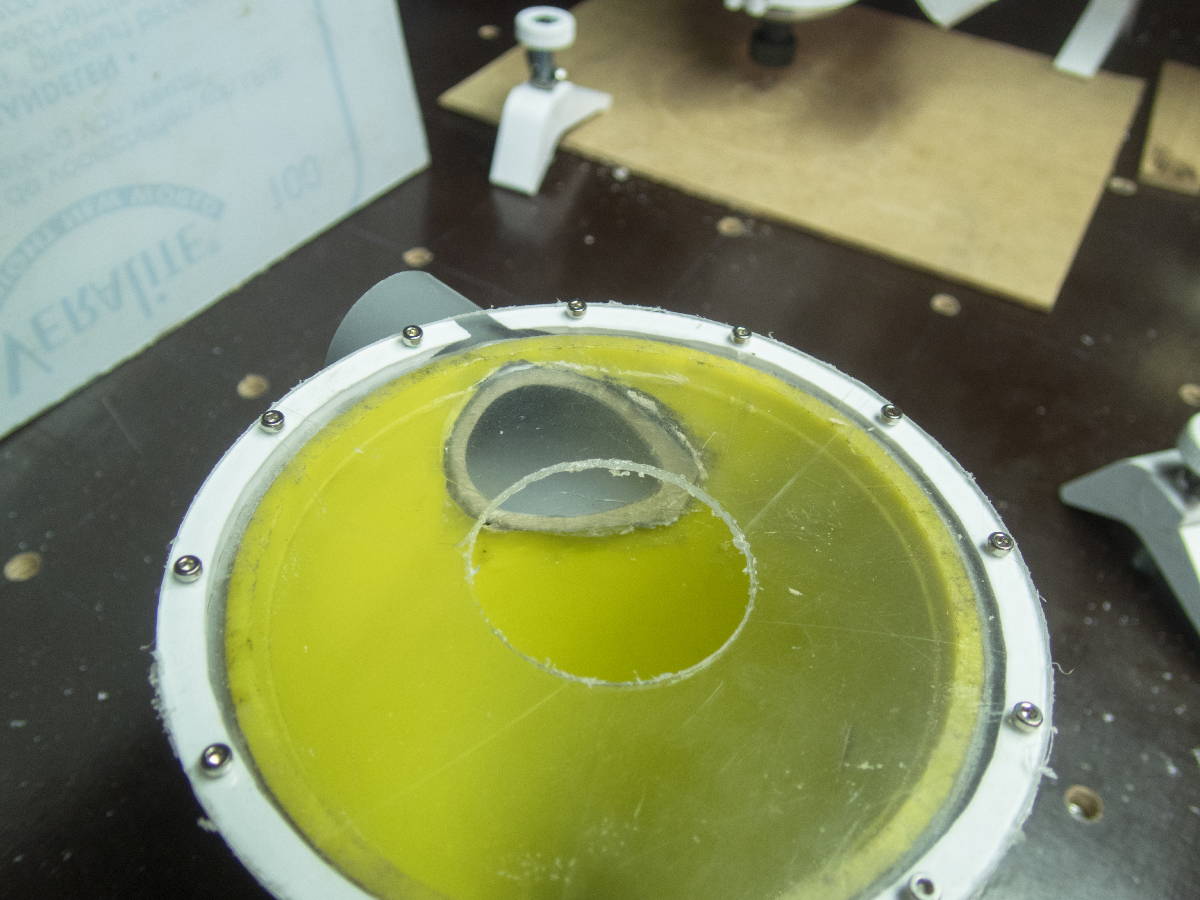
permet heureusement quelques astuces. Réaliser des orifices tangentiels dans un
cylindre, voire pire dans un cône met en évidence l'utilité du tour.